HICLOVER Waste Incinerators: Advanced Technologies for Global Waste Management
Overview and Technical Specifications
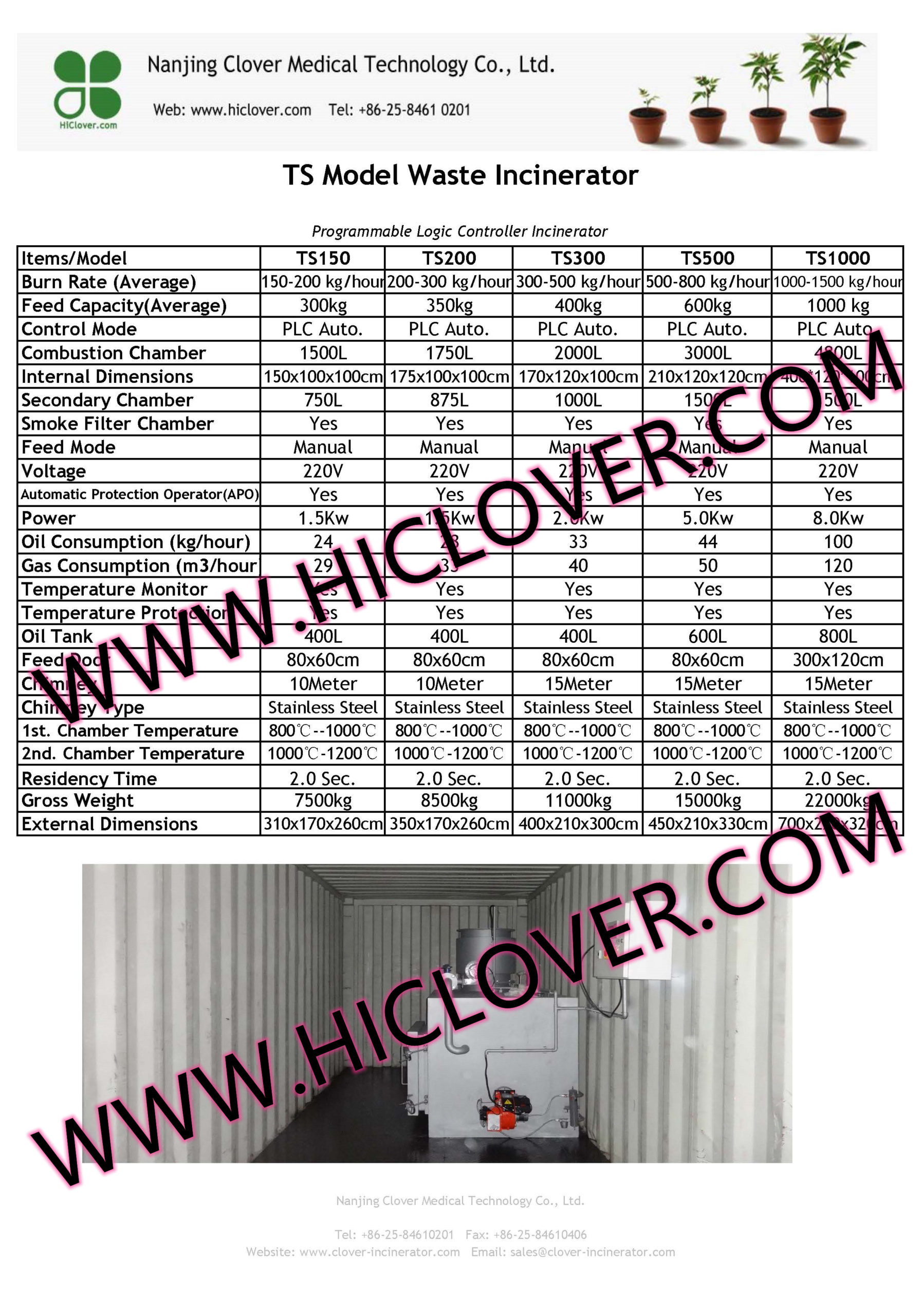
Within the realm of industrial waste management, waste incinerators play a pivotal role in ensuring environmental safety and regulatory compliance. In this article, we highlight the engineering reliability and industrial standards of HICLOVER waste incinerators. Early on, we reference medical incinerator operating temperature standards—a long-tail keyword emphasizing the need for precise control during incineration processes to meet temperature ranges typically spanning from 850°C to 1100°C. These units are designed to adhere to rigorous technical protocols set by regulatory bodies such as the WHO and EU emission frameworks. Engineered for both fixed installations and containerized modular systems, HICLOVER waste incinerators integrate PLC automation systems with manual override options, ensuring adaptability under diverse operational environments.
The design philosophy is grounded in advanced combustion principles. Dual combustion chambers are incorporated to promote complete oxidation of waste particles. The ignition process is managed through rapid thermal cycles that maximize heat retention, maintaining stable and high temperatures crucial for thorough incineration. This ensures optimal emissions control and effective destruction of pathogens—a factor critical for settings ranging from crisis zones & humanitarian camps to remote mining/oil camps.
Key technical innovations include:
- Dual-chamber systems for enhanced combustion efficiency
- PLC automation with mobile plug-and-play design for digital automation in industrial equipment
- Optional integration of dry scrubbers and wet scrubbers to meet ESG compliance and carbon emission reduction pressure
- Multi-fuel compatibility (diesel, LPG, natural gas) ensuring supply chain resilience and energy recovery systems
Moreover, the modular nature of the incineration units allows ease of transport and installation, making them an excellent choice as a portable waste incineration unit for remote sites. The precision engineering is further exemplified by the inclusion of technically approved filters and auto roll air filter mechanisms essential for smoke gas cleaning. This, in turn, contributes to a robust waste treatment system that is fully consistent with international technical temperature standards.
Key Technical Features
- Dual Combustion Chambers: Enables sequential combustion, optimizing fuel and waste breakdown.
- PLC Automation: Enhances operational safety and performance with automated control systems.
- Containerized Modular Systems: Facilitates rapid deployment in decentralized waste management setups.
- Multi-fuel Capability: Supports diesel, LPG, and natural gas to maintain operational flexibility.
- Advanced Emissions Controls: Options for dry scrubber or wet scrubber integration to meet regulatory requirements.
- Factory Manufacturing Capability: Direct production ensuring quality and stable supply chain management.
The incinerators are constructed with high-grade alloys, ensuring longevity and resistance to thermal stress. Such application of engineering design not only supports efficient combustion but also provides a reliable solution for various waste management scenarios, including applications like the Gabon pet crematory and Mozambique medical incinerators. The strict enforcement of technical temperature standards further consolidates HICLOVER’s reputation across global markets, particularly in contexts where rapid deployment and durable performance are essential.
Commercial and Transactional Insights
The commercial viability of HICLOVER waste incinerators is underscored by their facility for both fixed and containerized configurations. These systems are engineered to satisfy a wide range of industrial demands and are supported by extensive engineering experience. Operators can choose from models that offer either PLC-controlled automated operations or manual controls, reinforcing their adaptability under varying conditions. Additionally, comparisons between fixed waste incinerators and containerized models reveal substantial advantages—particularly in settings that require remote site suitability and mobile modular advantages.
Key commercial considerations include:
- Factory direct supply, ensuring rapid delivery and minimized lag times compared to trading companies.
- Customizable chamber volumes to fit specific waste loading requirements, including high-capacity units designed for heavy-duty applications.
- Global export capability, supported by a robust supply chain that enhances supply chain resilience.
- Engineering experience that provides technical support for applications as refined as a Gabon pet crematory system, along with portable waste incineration units.
- Options for integrating either dry scrubber or wet scrubber systems to reduce secondary emissions and environmental impact.
In addition to the hardware, HICLOVER’s engineering competence ensures that every system is tested to meet strict technical and environmental standards. The company’s containerized modular systems, paired with mobile plug-and-play designs, facilitate streamlined installations in environments such as crisis zones & humanitarian camps, where rapid response and safety assurances are paramount. Users benefit from the integrated digital automation and real-time monitoring, which contribute to operational transparency and maintenance efficiency.
The technology differentiation is pronounced when comparing fixed installations to containerized waste incinerators. The highly mobile design supports remote regions, while the stable supply chain enables rapid scaling in high-demand markets. In line with current global trends, many facilities are transitioning toward decentralized waste management solutions, particularly as the need for global infectious disease preparedness increases. For further technical verification on temperature standards, please refer to this detailed explanation via medical+incinerator+secondary+chamber+temperature+standard.
Furthermore, the units are ideally suited for processes that demand stringent adherence to technical temperature standards and dual chamber combustion processes. This makes them a preferred option for entities such as Mozambique medical incinerators, where health and safety regulations are critically enforced. Customer interactions are streamlined through factory direct supply contracts, affirming the transactional benefits and fostering long-term sustainability partnerships.
Factory Manufacturing and Global Trend Integration
HICLOVER’s approach to waste incinerator technology combines robust technical design with solid manufacturing capabilities. As an industry leader, the HICLOVER waste incinerator range has a global footprint and remains at the forefront of innovation due to its commitment to quality and operational excellence. Integration of advanced digital automation facilitates remote monitoring, while the containerized modular systems cater to decentralized waste management strategies. This is particularly beneficial in situations with carbon emission reduction pressures